
Принцип работы
Селективное лазерное плавление это процесс аддитивного производства изделий из металла, при котором плавление материала происходит в заранее сформированном слое. Сканирующее устройство сплавляет лазером частицы порошка металла, соединяя их вместе и выращивая изделие слой за слоем.
Усовершенствованная оптика
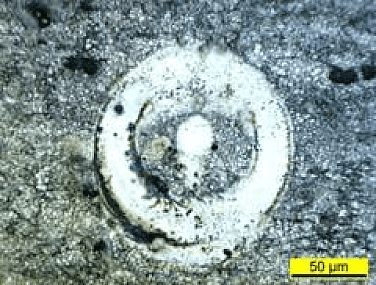
Теперь оптическая система позволяет нам добиться равномерного распределения тепла по всей площади лазерного пятна. В результате, мы получаем изделия с меньшей пористостью и меньшими внутренними напряжениями за счет равномерного сплавления металлического порошка. Помимо этого сканируещее устройство имеет возможность перемещаться по оси Y, а значит мы можем изменять диаметр лазерного пучка с 60 до 120 мкм.
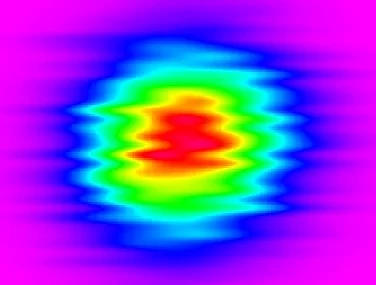
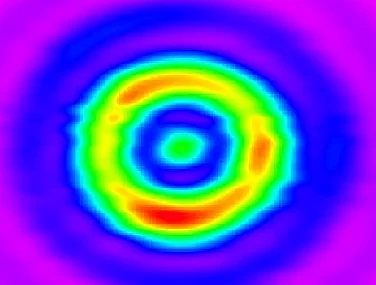
Повышенная энергоэффективность лазерного сплавления достигается за счет специального оптического элемента, который преобразует стандартный гауссовский пучок лазерного излучения (с пиком в центре пучка) на распределенный пучок (со средним значением в центре и с повышенной мощностью по кольцу пятна). За счет данного решения повышается эффективность энерговложения в металлический порошок на 20-30%.

| Модель | D250 |
|---|---|
| Зона построения | Цилиндр, диаметр 250 и высота 400 mm |
| 3D оптическая конфигурация | 400 Вт |
| Диаметр пятна лазерного излучения, мкм (Гауссовское распределение лазерного пятна) | 65 мкм |
| Диаметр пятна лазерного излучения, мкм (обратно-гауссовское распределение лазерного пятна) | 115 мкм |
| Стандартная температура подогрева платформы, °С | 200 °С |
| Высота насыпаемого слоя, мкм | от 20 мкм |
| Фракция применяемого металлического порошка, мкм | 15-60 мкм |
| Инертная атмосфера | Аргон/Азот |
| Параметры электропотребления | 5 кВт |
| Габаритные размеры принтера (ДхШхВ), мм | 1880x1100x2400 |
| Масса принтера, кг | 1300 кг |

Датчик водорода

Тепловизор (обеспечение контроля температурных полей сплавления материала)

Система машинного зрения (обеспечение контроля равномерности слоя порошка на платформе построения)

Предварительное вакуумирование камеры перед процессом печати
Fe
- 316L
- 12Х18Н10Т
- 29НК
- 18Ni (Maraganing steel)
- 17-4PH
Ti
- Ti6Al4V
- ВТ-14
- ВТ-20
- Ti-48Al-2Cr-2Nb
Ni
- Inconel718
- Inconel 939
- ВЖ159
- Inconel 625
- ЭП648
Al
- AlSi10Mg
- AlSi9Cu3
Co
- CoCrMo
Cu
- БрХ
- БрНХК
- БрХ08

Перчаточные боксы
Позволяют оператору начать безопасную работу с изделием по окончании печати, исключив вредное воздействие микрочастиц металла на органы зрения и дыхания. Так же перчаточные порты нужны для того, чтобы не произошло возгорание титанового или алюминиевого порошка при контакте с кислородом.
Ламинарные потоки
Ламинарный поток инертного газа, обеспечивающий удаление несплавленных частиц порошка и продуктов горения из зоны выращивания.


Уменьшитель зоны построения
Идеальное решения для университетов и предприятий, которые проводят научно-исследовательские работы с новыми материалами, когда колличество порошка ограничено. Уменьшитель устанавливается в колодец построения и трансформирует зону построения из 250 мм в зону с диаметром 70 мм и высотой 80 мм. Установка/демонтаж уменьшителя занимает до двух часов.
Педальный узел
Пока руки оператора находятся в перчаточных портах. Педальный узел предназначен для подъема и опускания платформы построения, включения пылесоса


Бункеры для порошка
Разрабатывая 3D-принтер, особое внимание мы уделили удобству работы с ним. Распределив весь объем порошка, который поступает в процессе печати, по четырем небольшим бункерам. Для удобства сделаны круговые держатели. Заполненность бункеров контролируется весами.




Каталоги продукции
В нашем каталоге представлены описания оборудования и расходных материалов, которые Компания "ФИАНУМ ЛАБ" предлагает на российском рынке — широкий спектр решений от ведущих производителей в мире.
Изучив каталог, Вы можете получить информацию о технических и функциональных характеристиках, получить рекомендации по подбору аксессуаров для более комфортной и производительной работы.
Ответим на вопросы
